Содержание:
- Введение. стр. 1
- Материалы и инструменты. стр. 1 – 2
- Технология точения. стр. 2 – 4
- Отделка точеных изделий. стр. 4
- Заключение, результативность. стр. 5
- Приложение стр. 5
- Технологические карты
- Фотогалерея
Введение.
Точение – один из наиболее древних видов механизированной обработки древесины резанием. Точение отличается от других способов обработки тем, что резание осуществляется за счет вращательного движения заготовки и осевого (продольного), тангенциального, лобового или радиального перемещения инструмента. В современном деревообрабатывающем производстве профессия токаря встречается редко. Здесь на смену точению пришло более технологичное фрезерование. Но в мелкосерийном производстве, ряде народных промыслов без специалистов по точению древесины не обойтись. Мой более чем 16-ти летний педагогический опыт убеждает в том, что в условиях трудового обучения токарные работы в школе не только нужны в политехническом плане, но и вызывают огромный интерес учащихся. Вполне доступные по своей технологии, они дают зримые результаты, служат хорошей подготовкой к трудовой деятельности. Как показывает статистика в течение своей трудовой жизни человек 5–7 раз вынужден менять направление своей деятельности и это предполагает широкую технологическую подготовку учащихся. Во время занятий и после них на станке можно изготовить не мало интересных и полезных изделий. Главная цель триединства: “Польза – прочность – красота”, В нашей столярной мастерской я установил шесть токарных станков, что позволяет больше времени уделять практическим занятиям и выработке умений и навыков работы на станке. Если в первые годы у нас изготавливались в основном ручки к инструментам, ручки для напильников, киянок, молотков, предметы домашнего обихода: скалки, толкушки. То теперь ассортимент точеных изделий существенно расширен. Значительная часть их составляют игрушки. Сувениры. Привлекая к разработке новых моделей, школьников я разработал более двадцати технологических карт на различные изделия. Особой популярностью у детей пользуется сувениры: солонка – “Хрюша”, копилка – “Наф-наф”, аккуратно исполнены и красочно отделаны.
Материалы.
Для точения используют различные породы древесины, жаль, что мы ограничены в выборе, у нас в основном используются хвойные породы: ель, сосна, кедр, лиственница. Хорошо обрабатывается на станке древесина березы, будучи достаточно прочной береза не заменима при точении ручек и изделий с внутренним контуром: стаканов, кубков, тарелок. Заготовки из березы мы находим в основном из упаковочной тары, совершая походы –экскурсии по стройкам п. Айхала, весной и осенью. Для обработки древесины подготавливаем заготовки без сучков, трещин, гнилей, червоточины, хорошо высушенные. Широко применяю и клеевые заготовки, обычно подбираю породы древесины, контрастные по цвету; береза, лиственница. Для склеивания брусков использую клей ПВА, который не оставляет пятен на древесине. Исходя из природных условий в которых нам приходится работать, мы экономно расходуем ценный материал, начиная от рациональной разметки до наклеивания заготовки ценной породы древесины на другую, которая уйдет в отходы (забиваемая в патрон или прижимаемая к трезубцу).
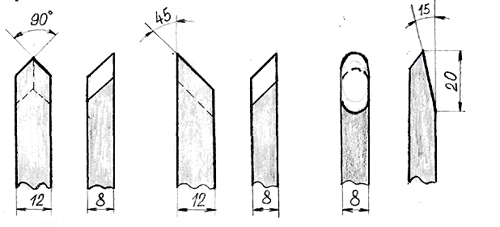
Инструменты.
В комплект токарного станка – СТД – 120 М входит четыре резца (два полукруглых для чернового точения – peep и два в виде плоской стамески – майзель для чистового точения). Для выполнения работ, предусмотренных школьной программой, этого достаточно, но для расширения диапазона изделий, выполняемых на уроках, без самодельных инструментов не обойтись. Из отслуживших свой срок напильников, стамесок я изготовил самодельные токарные резцы. В отличии от традиционных резец для грубой обработки имеет две режущие кромки и более простую заточку. Благодаря этому резец не заносит в сторону в ходе точения, как полукруглый. Следовательно он более безопасен в работе. Для удобства в работе имеется два резца для чистовой обработки, заточенных на одну кромку с левосторонней и правосторонней заточкой. Снимая тонкую стружку, они обеспечивают высокое качество обработанной поверхности. Резец фасонного точения имеет полукруглую режущую кромку. В отличии от заводского полукруглого он более прост по заточке. При внутреннем точении в начале сверлом малого диаметра делаем отверстие, которое затем рассверливается сверлом большего диаметра. После этого приступаем к растачиванию, для чего воспользуемся самодельным резцом, обработанной поверхности. Резец фасонного точения имеет полукруглую режущую кромку. В отличие от заводского полукруглого он более прост по заточке. При внутреннем точении в начале сверлом малого диаметра делаем отверстие, которое затем рассверливается сверлом большего диаметра. После этого приступаем к растачиванию, для чего воспользуемся самодельным резцом.
Технология точения.
Различают три вида точения на станке: в центрах, в патроне и на планшайбе. В первом случае заготовка крепится в трезубце или патроне и поддерживается центром задней бабки. На одну из торцов делается пропил для прочного крепления в трезубце, на втором кернером делается углубление в центре. При появлении свиста или подгорания в углублении закладывается немного солидола, со спичечную головку. Установив заготовку поджимаем ее центром, затем чуть отпустив его, проверяем рукой свободу вращения заготовки.' Заготовки небольшого диаметра, которые в трезубце закрепить невозможно, устанавливаю в полном квадрате, завернутом вместо трезубца (подробнее об этом и других способах закрепления заготовок на станке см: Курышев В.М. Закрепление заготовок на СТД – 120 // школа и производство 1989 № 8 с 32). При точении в центрах из одной заготовки, как правило, получают несколько однотипных изделий. После того как первая выточена его отделывают и отрезают. Затем, снимая с трезубца оставшуюся часть заготовки, точат второе, третье и тд. ] Порядок точения цилиндрической формы заготовок изложен в инструкционной карте, которая выдается каждому ученику. Опыт убедил в том, что ребята хорошо понимают ее и успешно используют в практической работе. Чтобы исключить брак при обработке цилиндрических деталей, необходимый размер в начале вытачивается на небольшой части заготовки в 5-7 мм от заднего центра. Прямолинейность поверхности заготовки проверяем линейкой, а диаметр заготовки штангенциркулем, кронциркулем в нескольких точках по длине. При получении изделия с внутренней полостью, заготовка обрабатывается в патроне без поддержки задним центром, поскольку в патроне вытачивается только одно изделие, то размер заготовки равен длине изделия с учетом припуска на обработку торца, креплении в патроне и отрезании. Под патрон заготовку мы вытачиваем в центрах, токари-профессионалы забивают заготовку в патрон, но в нашей мастерской этот прием не подошел, так как разбили быстро подшипник в передней бабке. Приходится заготовку завинчивать в патрон, поддерживая второй конец задним центром во избежании биения. Вставляемую в патрон часть можно смочить водой, тогда заготовка держится прочнее, но выточить это изделие надо сразу, не оставляя на потом, поскольку смоченная часть заготовки высохнет и при точении возникнет биение. В изделиях типа солонки, подсвечника где нет тонких переходов, шеек и других ажурных элементов, в начале обрабатываем внешнюю поверхность, включая и ее отделку. Затем сверлим отверстие за 2-3 приема, постепенно увеличивая диаметр сверла. После получения отверстия необходимой глубины ставим подручник поперек направляющих и растачиваем внутреннюю полость чистовым или одним из специальных резцов, постепенно снимая слой древесины. Резец при этом должен двигаться от центра к периферии. При отделки внутренней полости абразивную шкурку наворачиваем на круглую палочку, а не удерживаем ее пальцами, как порой пытаются делать При точении изделий типа кубка, фужера, матрешки имеющих сужение у основания, сначала вытачиваем наружную поверхность, а затем внутреннюю полость и только после этого тонкий переход – сужение. Кажущаяся простота формы популярного сувенира – матрешки требует для точения достаточного твердого навыка. В начале протачиваем внешнюю сторону нижней части основания, затем внутреннюю полость, делаем переход для надевания верхней части и отрезаем заготовку. Верхнюю часть игрушки в начале вытачиваем с внешней стороны. Затем растачиваем внутреннюю полость, протачиваем уступ по диаметру выточенной нижней части матрешки. Нижнюю часть игрушки надевают на верхнюю. После их подгонки на поверхности игрушки делаем риску –отметку. Выточенная матрешка хорошо закрывается всегда только в одном положении. В собранном состоянии игрушку окончательно вытачивают, отделывают и грунтуют под последующие раскрашивание. При изготовлении семейства матрешек, вставляемых одна в другую, в начале вытачивают самую маленькую. В этом случае внутренние полости последующих матрешек вытачивают под размер предыдущей. Следует иметь в виду, что место разъема у всех матрешек данного семейства должно быть в одной плоскости.
На планшайбе точат изделия большого внешнего диаметра, типа тарелки, подноса или подрозетника, рамки для фотографии. Для закрепления заготовок используем несколько приемов. Во-первых, заготовку прикручиваем шурупами к планшайбе, но так, чтобы при обработке лицевой поверхности исключить задевание режущего инструмента за шурупы. В другом случае обработанная заранее дно заготовки приклеивается через лист бумаги к плоской болванке, закрепленной на планшайбе. После изготовления изделия аккуратно откалывается, а остатки бумаги и клея смываются теплой водой и зачищаются абразивной шкуркой. Последовательность точения тарелки такая же. Как и при обработке чашек. Обязательно вначале обрабатывается внешний контур изделия, и только после перестановки подручника параллельно планшайбе начинают вытачивать внутреннюю поверхность, передвигая режущий инструмент от центра изделия к его краю.
Отделка точеных изделий.
Способов отделки точеных изделий много. Каждый учитель технологии знает, что для получения высококачественных изделий надо затратить достаточно усилий. Наиболее распространенным и доступным – шлифование на станке. В качестве дополнительной обработки после чистового точения широко используется полировка бруском древесины более твердой породы, мы используем сломанные венские стулья из бука и граба. Если не предусмотрена предварительная отделка выжигание, раскрашиванием и т.п., то в зависимости от возможностей и желания изделие грунтуем и покрываем лаком. Грунтовки по консистенции различают на жидкие и густые, в наших хозяйственных магазинах приобретаем порозаполнители КФ-2 (для древесины светлых пород) и КФ-3 (для древесины красного дерева). Лакирование точеных изделий проводим марлевым тампоном или мягкой волосяной кистью. Лучший результат обеспечивает нанесение лака пульверизатором, но если он отсутствует можно использовать метод окунания.) В нашей мастерской мы используем масляные и нитролаки. Ручки к инструментам, игрушки, после обработки шлифовальной шкуркой окунаем в лак ПФ-283 (бывший 4С) и сушим в течении 24 часа. Благо у нас в школе две мастерские, что позволяет проветривать помещение. Так как, многим ученикам не терпится увидеть результаты своего труда, мы так же используем нитролак НЦ. Время просушки каждого его слоя составляет 10–15 минут. Высушенный первый слой полируем пастой или мелкой абразивной шкуркой, а затем суконкой. После этого наносим второй и последующие слои лака. Иногда выточенный из древесины изделия покрываем морилкой, имитирующей по цвету древесину более ценной породы: красное дерево, дуб, клен, орех и пр. Благо, что в магазине “Мастер” это все есть. На мореной поверхности хорошо смотрятся узоры, канавки, проточки, полоски. Морилки – не кроющие красители, поэтому не пропадает натуральный рисунок древесины – ее текстура. Отошли в прошлое, когда за неимением морилки мы пользовались марганцовкой, зеленкой. Для получения ровного окрашенного рисунка, надо помнить, что поверхность перед покрытием морилкой нужно слегка смочить теплой водой или протереть влажным тампоном.
Красиво смотрится изделия, отделанные выжиганием. Очень любят ребята украшать точеные изделия выжженными полосками. Для этого мы берем шпон от фанеры или ребро бруска твердой породы и прижимаем к вращающемуся на станке изделия. В результате силы трения на поверхности получаются темно-коричневые полоски. Новые выжигательные приборы в нашей мастерской снабжены сменными штемпелями, что позволяет выжигать определенные фигуры на поверхности древесины. Узоры выглядят красиво, если все знаки выжжены штемпелями при одинаковой температуре, а это достигается экспериментально. Начальную температуру можно определить по цвету каления, первый отпечаток бывает слишком темным и его мы оставляем на отходах древесины. Иногда выжиганием получаем контурный рисунок для последующего раскрашивания гуашевыми красками. Контур препятствует растеканию краски. Для раскраски мы пользуемся художественной гуашью, а чтобы она не текла и не пачкалась, в нее добавляем немного клея ПВА. После этого изделия окунаем в лак и сушим в подвешенном положении. Многолетняя практика убедила меня в том, что не все школьники работают достаточно аккуратно с лаком и краской, чтобы не перемазать верстаки, пол, не забываем стелить картон, газеты на верстаки, накрывать пол куском ДВП.
Заключение.
В школьной мастерской учащиеся 6-х классов получают навыки и умения работы на токарных станках по дереву, что позволяет в 7-х классах быстрее и качественнее освоить более сложные токарные станки по металлу. При работе на токарных станках у детей развивается координация рук. Пространственное воображение, хорошая память. Ученик приобретает широкий технический кругозор, внимание, аккуратность, точность в работе. Проявляет творчество и фантазию при отделке изделия. 70% времени я уделяю практической деятельности учащихся, что дает возможность реализовать идеи учащихся, переведя ученика из слушателя в активного участника процесса обучения. Это еще раз подтверждает китайскую поговорку: “Я увидел и забыл, я услышал и забыл, я сделал и запомнил”. По технологии высокая результативность обучения, о чем говорят следующие цифры: в 6-х классах обучается – 80 учащихся, успеваемость 100%. Качество 90%, средний бал 4,2, в 7-х классах – 68 учащихся, успеваемость 99%, качество 93%, средний бал 4,3, в 8-х классах – 53 учащихся. 100% обучения, 92% качества, средний бал 4,3. Каждый здоровый ребенок от рождения талантлив, и вся забота учителя состоит в том. Чтобы не загубить этот талант и перевести ученика в мир творчества, снабдив его знаниями.
Разжечь костер творчества в душе ребенка, развить техническое мышление, научить их подходу и решению жизненных задач и проблем – вот одна из главных задач учителя технологии.
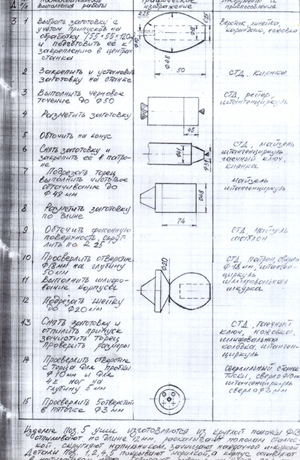
Технологические карты:
<Рисунок 1>, <Рисунок 2>, <Рисунок 3>
{kind=link}
{kind=link}
{kind=link}
Фотогалерея:
<Рисунок 5>, <Рисунок 6>, <Рисунок 7>, <Рисунок 8>, <Рисунок4>.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}